Norbar USM 3
Boltscope Sms, Boltscope 1, Boltmike, Boltmike 2


Dakota Mini-

Norbar USM

Boltscope 2

Dakota Max, Norbar USM 2, Echo

Bidwell Bolt Gage 3

Boltscope 3
Bolt Load Verification
Prevention is better than the cure.
At Boltprep we provide a complete bolt load verification service giving true bolt load. Using a wide range of procedures suited to each specific application, we are able to record the loads in your fasteners without disturbing the integrity of the joint.
We create a complete record of the tension across all fasteners in a specific joint or piece of equipment.
These records are then used to produce a pictorial image of your equipment showing areas of concern which can be targeted to reduce or prevent unplanned down time.
The condition monitoring service that we provide is a defensive weapon against a potential failure.
In most cases by the time your equipment is showing signs of a more serious problem such as broken fasteners or leaking joints we could have prevented or corrected the associated problem preventing the lost time or production.
Common uses
Critical bolting applications where correct application of bolt tension is required, such as Grinding Mills, Heat Exchangers, Pressure Vessels, Slew Ring Bearings, Valves and Pipelines joints where friction or bolt/joint geometry are such that using normal bolting techniques will not provide the degree of accuracy necessary to control the preload of the fastener over its service life.
How ultrasonic’s is used to determine load, stress, and elongation of threaded-
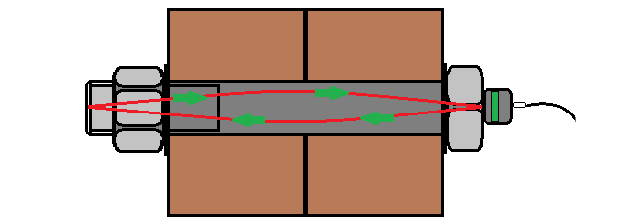
An electric pulse is applied to a piezoelectric crystal in a transducer which is coupled to the end of the fastener, this pulse creates a longitudinal ultrasonic shock wave, which travels through the grain structure of the fastener, The shock wave travels through the fastener at the fasteners material acoustic velocity. Acoustic velocity is the speed which sound moves through an object.
When the wave encounters a change in density of the material, such as the end of the fastener, the majority of the waves signal is reflected back, through the fastener towards the transducer.
When this returning signal or echo is recorded by the piezoelectric element in the transducer an electrical signal is produced, this signal can then be displayed as a returning wave.
The time between sending and receiving the ultrasonic signal is the time taken by the wave to travel the length of the fastener, there and back. If this time is divided by two we get the time of flight (TOF), which is the time the ultrasonic wave has travelled the length of the fastener.
The TOF is adjusted for any changes in the temperature of the material, and then multiplying by the fastener’s acoustic velocity. The TOF is then used to calculate the fasteners ultrasonic length, which is slightly longer than the actual physical length. As no two fasteners ultrasonic lengths are the same a fasteners ultrasonic length must be recorded before and after tightening to calculate true elongation.
As a tensile load is applied, to a fastener the fastener stretches much in the same way as a spring does. The stretch produced is called the elongation. The elongation has a direct relationship with the tensile load in the fastener, if the fastener is stretch to far, beyond its working range it will yield and no longer return to its original length.
Our technicians can use any ultrasonic bolt extensometer on the market, if you have an old machine that nobody knows how to use, we do, we are happy to come to your site and use your technology. We can even update and change over from old technology to new technology.
Alternatively we can supply you with new machines, parts, spares and repairs, and train your staff in the correct set up and usage of any machines currently on the market.

BOLTPREP Pty Ltd © 2006